- 03rd Jun '26
- Sell SaaS
- 6 minutes read
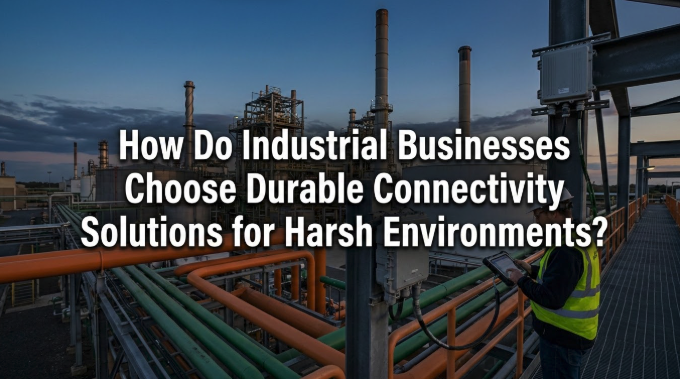
How Do Industrial Businesses Choose Durable Connectivity Solutions for Harsh Environments?
Anyone who's spent time on a factory floor, in an outdoor utility installation, or around heavy processing equipment knows that standard electrical components don't last long there. Vibration, moisture, chemical exposure, temperature swings these aren't edge cases. They're the daily operating conditions.
And yet, procurement decisions for cables, connectors, and wire harnesses often get made the same way they'd be made for an office IT closet. That's where failures start.
Why the Environment Comes First
Before any spec sheet matters, the environment has to be clearly defined. Not in vague terms like "wet" or "dusty" in real operational terms.
-
Is there continuous fluid immersion, or just occasional washdowns?
-
Are we talking about occasional thermal cycling or sustained high-temperature exposure?
-
Is the application static, or will the cables be in constant motion?
These distinctions drive different material and construction requirements. A sealed connector rated for splash resistance isn't the same as one built for full submersion. A cable jacket that holds up in dry heat may crack and degrade in environments where both heat and chemical solvents are present.
Getting this wrong early means failures mid production, unplanned downtime, and replacement costs that dwarf what was saved by choosing a cheaper component. The most reliable procurement teams build an environmental profile before they ever start sourcing. IP ratings, temperature ranges, mechanical stress parameters these get documented first. Then sourcing begins.
Matching Construction to Application
The physical construction of a connectivity solution has to align with how it's actually going to be used. That sounds obvious, but the details matter considerably.
Static vs. Dynamic Runs
-
For static runs: Fixed cable paths in control panels, conduit runs, or terminal connections the priorities are insulation integrity, connector sealing, and resistance to whatever chemicals or fluids are present. Shielding matters if there's significant electromagnetic interference nearby, which in industrial settings is more often than not.
-
For dynamic applications: Everything gets harder. Any cable that flexes repeatedly whether it's routed through a cable carrier, coiled on a reel, or running to a moving component will fail faster than a static run if it's not specifically built for flex.
Critical Considerations for Flex
Bend radius, torsional resistance, and jacket flexibility under temperature extremes all become critical. This is a different category of cable than what goes in a fixed installation, and it should be sourced accordingly.
A quality waterproof wire harness manufacturer will have distinct product lines for these two scenarios and will ask about flex cycles, bend radii, and motion profile before recommending anything. If they don't ask those questions, that's a signal.
 Create your own software
Create your own software
Evaluating Manufacturers and Suppliers
The industrial connectivity supply chain has no shortage of vendors. Some produce quality components. Many produce components that look similar on a spec sheet but perform very differently over time. Distinguishing between them isn't always straightforward, especially when procurement is under time pressure.
A few things are worth evaluating consistently:
-
Testing documentation: This is probably the most useful differentiator. Any reputable manufacturer should be able to provide actual test data not just rated specifications, but evidence that the product was tested under conditions similar to the application. IP ratings should come with test reports, not just markings on the product. Flex life testing data matters for dynamic applications.
-
Custom capability: This is another indicator. Shops that can only offer catalog products have inherent limits. Facilities with actual engineering and custom assembly capability tend to have deeper technical knowledge and more accountability for what they produce. When a project has specific requirements that don't fit a standard catalog item, that custom capability becomes essential rather than optional.
-
Lead times and production capacity: These matter practically, even if they're not technically interesting. A supplier who can't reliably deliver within a reasonable window creates its own operational problems.
Robotics and Automation: A More Demanding Case
Robotic applications push connectivity requirements harder than most. End of arm tooling, articulated arms, linear actuators create constant, high-cycle mechanical stress on every cable and connector attached to them. Add in the fact that robotic cells often operate in environments with coolant, metal chips, or cleaning chemicals, and you have one of the more demanding connectivity challenges in industrial settings.
The robot cable assembly in a well-designed robotic cell isn't an afterthought. It's engineered as part of the system. Cable routing, strain relief, flex cycle ratings, and connector sealing all get deliberate attention. In practice, that means working with suppliers who understand the motion profile of the robot, not just the electrical requirements of the components it's powering or communicating with.
Cable management systems drag chains, cable carriers, conduit guides work in combination with the cable construction itself. Neither element compensates for deficiencies in the other. A high-flex cable routed poorly will still fail early. A cable carrier designed for a different bend radius than the cable it's carrying creates its own problems.
The Cost of Getting It Wrong
Connectivity failures in industrial environments don't usually show up as a single obvious event. More often, it's gradual degradation:
-
Intermittent faults that are hard to diagnose.
-
Connections that test fine on a bench but fail under load or temperature.
-
Insulation that holds up for twelve months and then starts breaking down.
By the time these failures become obvious, the cost isn't just the replacement part. It's the diagnostic time, the downtime, the labor, and often the secondary damage to other components. In continuous-process industries, unplanned stops translate directly to production loss.
Choosing connectivity components purely on unit price almost always looks like a mistake in retrospect. The more useful comparison is total cost over a realistic operating period, in the actual environment, at the actual duty cycle. That math usually points toward better-specified components from better qualified sources.
The specifications exist for a reason. The environmental ratings exist for a reason. Using them as the actual basis for procurement decisions rather than as a checkbox formality is what separates industrial facilities that run reliably from those that spend a disproportionate amount of time chasing avoidable failures.

